

Корыч Грит

Мөмкин булган катылык:
GP: HRC46-50
Почмаклы яңа ясалган продуктлар куллану өчен әкренләп әйләнәләр һәм ул аеруча оксид тиресен дәвалау өчен яраклы.
GL: HRC56-60
GP корычтан катырак, шулай ук ату басу вакытында үткен кырларын югалта һәм өслекне әзерләү өчен аеруча яраклы.
GH: HRC63-65
Hardгары каты, үткен кырлар эш вакытында кала, күбесенчә кысылган һава шартлау җайланмалары өчен кулланыла.
Producитештерү көче:
TAA аркалы мич эретү һәм икеләтә сүндерү технологиясен куллана, бу аның металл абразив химик составын һәм югары көчен, ныклыгын, озак хезмәт итүен гарантияли.
Техник мәгълүматлар: Корыч Грит
| Химик состав% | C | 0.85-1.2 |
| Si | 0.40-1.2 | |
| Mn | 0.60-1.2 | |
| S | .050.050 | |
| P | .050.050 | |
| Катылык | GP | HRC 46-50 |
| GL | HRC 53-60 | |
| GH | HRC 63-65 | |
| Тыгызлыгы | .47.4 г / см3 | |
| микросруктурасы | Гомоген температуралы мартенсит яки троостит | |
| Күренеш | Почмаклы | |
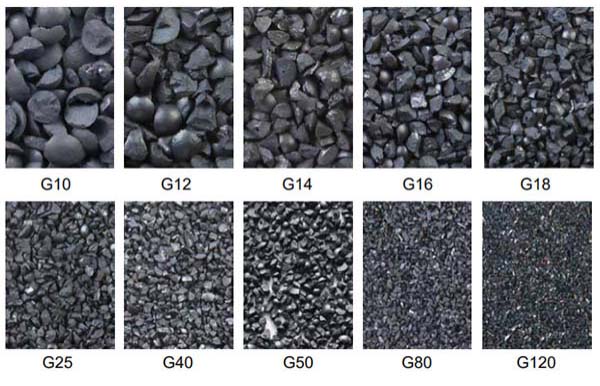
Размерны бүлү
| Экран No. | In | Экран размеры | J444 SAE | |||||||||
| G10 | G12 | G14 | G16 | G18 | G25 | G40 | G50 | G80 | G120 | |||
| 6 | 0.132 | 3.35 |
|
|
|
|
|
|
|
|
|
|
| 7 | 0.111 | 2.80 | Барысы да уза |
|
|
|
|
|
|
|
|
|
| 8 | 0.0937 | 2.36 |
| Барысы да уза |
|
|
|
|
|
|
|
|
| 10 | 0.0787 | 2.00 | ≥80% |
| Барысы да уза |
|
|
|
|
|
|
|
| 12 | 0.0661 | 1.70 | ≥90% | ≥80% |
| Барысы да уза |
|
|
|
|
|
|
| 14 | 0.0555 | 1.40 |
| ≥90% | ≥80% |
| Барысы да уза |
|
|
|
|
|
| 16 | 0.0469 | 1.18 |
|
| ≥90% | ≥75% |
| Барысы да уза |
|
|
|
|
| 18 | 0.0394 | 1.00 |
|
|
| ≥85% | ≥75% |
| Барысы да |
|
|
|
| 20 | 0.0331 | 0.850 |
|
|
|
|
|
|
|
|
|
|
| 25 | 0.0280 | 0.710 |
|
|
|
| ≥85% | ≥70% |
| Барысы да Пасс |
|
|
| 30 | 0.0232 | 0.600 |
|
|
|
|
|
|
|
|
|
|
| 35 | 0.0197 | 0.500 |
|
|
|
|
|
|
|
|
|
|
| 40 | 0.0165 | 0.425 |
|
|
|
|
| ≥80% | ≥70% |
| Барысы да уза |
|
| 45 | 0.0138 | 0.355 |
|
|
|
|
|
|
|
|
|
|
| 50 | 0.0117 | 0.300 |
|
|
|
|
|
| ≥80% | ≥65% |
| Барысы да уза |
| 80 | 0,007 | 0.180 |
|
|
|
|
|
|
| ≥75% | ≥65% |
|
| 120 | 0,0049 | 0.125 |
|
|
|
|
|
|
|
| ≥75% | ≥60% |
| 200 | 0,0029 | 0.075 |
|
|
|
|
|
|
|
|
| ≥75% |
Кушымта
Шартлауны чистарту: кастингны шартлаудан чистарту, кастинг, ясау өчен кулланыла;комны чыгару, корыч тәлинкә, H тибындагы корыч, корыч структурасы.
Чүпне бетерү: Чыгаруны, ясалма, корыч тәлинкәләрне, H тибындагы корычны, корыч структураны чистарту.
Ком шартлау: профиль корычның ком шартлавы, корабль тактасы, корыч такта, корыч материал, корыч структурасы.
Алдан эшкәртү: буяу яки каплау алдыннан өслек, корыч такта, профиль корыч, корыч структураны алдан эшкәртү.
Бәйләнешле продуктлар
-

Түбән углерод корыч ату
Продукциянең үзенчәлеге strengthгары ныгыту, ныклык, озак хезмәт итү.Түбән ватылу, аз тузан, аз пычрану.Equipmentиһазларның түбән киеме, аксессуарның озын гомере.Система йөген киметү, җиһазларны куллану вакытын озайту.Техник спецификация Химик состав% C 0.10-0.20% Si 0.10-0.35% Mn 0.35-1.50% S ≤0.05% P ...
-

Алсу Алсу
Алумина оксиды абразив үзенчәлекләре югары каты һәм үткен почмаклы, дымлы һәм коры шартлау өчен киң кулланыла, өслекне әзерләү өчен яраклы профиль булдыра.Алумина оксиды абразивы - кара бушлай сораган өслек әзерләү өчен абразив медианы шартлатучы идея.Алумина оксиды абразивы - үткен кырлары һәм югары тыгызлыгы булган югары эффектив шартлаткыч абразив.Ул кабат кулланыла һәм шартлаткыч машинаның төрле төрләрендә кулланылырга мөмкин....
-

Карбон корыч киселгән чыбык
Без традицион җитештерү процессы нигезендә материалда һәм техникада зур үзгәрешләр керттек.Mechanгары сыйфатлы эретелгән корыч чыбыкны субстрат итеп куллану, механик үзлекләрен югарырак һәм тотрыклырак итә.Эчке оешманы тыгызрак ясый торган чыбыклы һөнәрне камилләштерү.Традицион пассивация процессын камилләштерү, бластин вакытында зыянны киметү тәэсиренә тулысынча таяну ...
-

Алюминий киселгән чыбык
Алюминий киселгән чыбык, шулай ук алюминий ату, алюминий бөртекләр, алюминий гранулалар, алюминий пелет дип атала.Ул югары сыйфатлы алюминий чыбыктан эшләнгән, тышкы кыяфәте якты, төсле металл кастинг өлешләрен чистарту һәм ныгыту өчен идеаль медиа.Бу, нигездә, алюминий, цинк продуктларын эшкәртү өчен кулланыла, яисә шартлаткыч машинада нечкә диварлы эш кисәкләре.Техник мәгълүмат продуктлары алумы ...
-

Корыч челтәр
Традицион корычтан ясалган корычтан ясалган корычтан ясалган корыч челтәр белән чагыштырганда, түбәндәге үзенчәлекләр бар: Чимал Чыгарылган Корыч Челтәр Хромлы Корычтан ясала, Хромның югары эчтәлеге аркасында каты катыру сәләтенә ия.Технология Корыч корычтан ясалган корычны турыдан-туры вату белән ясала, бу кастинг җитешсезлекләреннән азат.Түбән кием, үткен кырлары булган корычтан ясалган дәүләт ...
-

Губка медиа абразивлары
Губка медиа абразивы - уретан губка белән ябыштыргыч буларак, абразив медиа кластеры, ул уретан губкасының контейнерлау сәләтен традицион шартлау чараларын чистарту һәм кисү көче белән берләштерә.Ул тәэсир вакытында тигезләнә, билгеле һәм профиль ясалган абразив матдәләрне фаш итә.Surfaceир өстеннән чыкканда, губка пычраткыч матдәләрнең күбесен үзләштерә торган вакуум булдырып, регуляр зурлыкка кире кайта ...





